







Основными критериями для подбора мундштуков для газокислородной резки с ис
Сравнить
Процесс снятия фаски под сварку с точки зрения выбора базовой плоскости кромкофрезерными фаскоснимателями с автоматической подачей
Процесс снятия фаски под сварку с точки зрения выбора базовой плоскости кромкофрезерными фаскоснимателями с автоматической подачей .
Представим условную заготовку листа расположенную горизонтально и условимся называть плоскости листа:
«Нижняя» – та что обращена «к полу»
«Верхняя» - противоположная нижней и обращенная «к потолку»
Теперь попробуем сделать выбор базирующей плоскости заготовки с точки зрения профиля фаски.
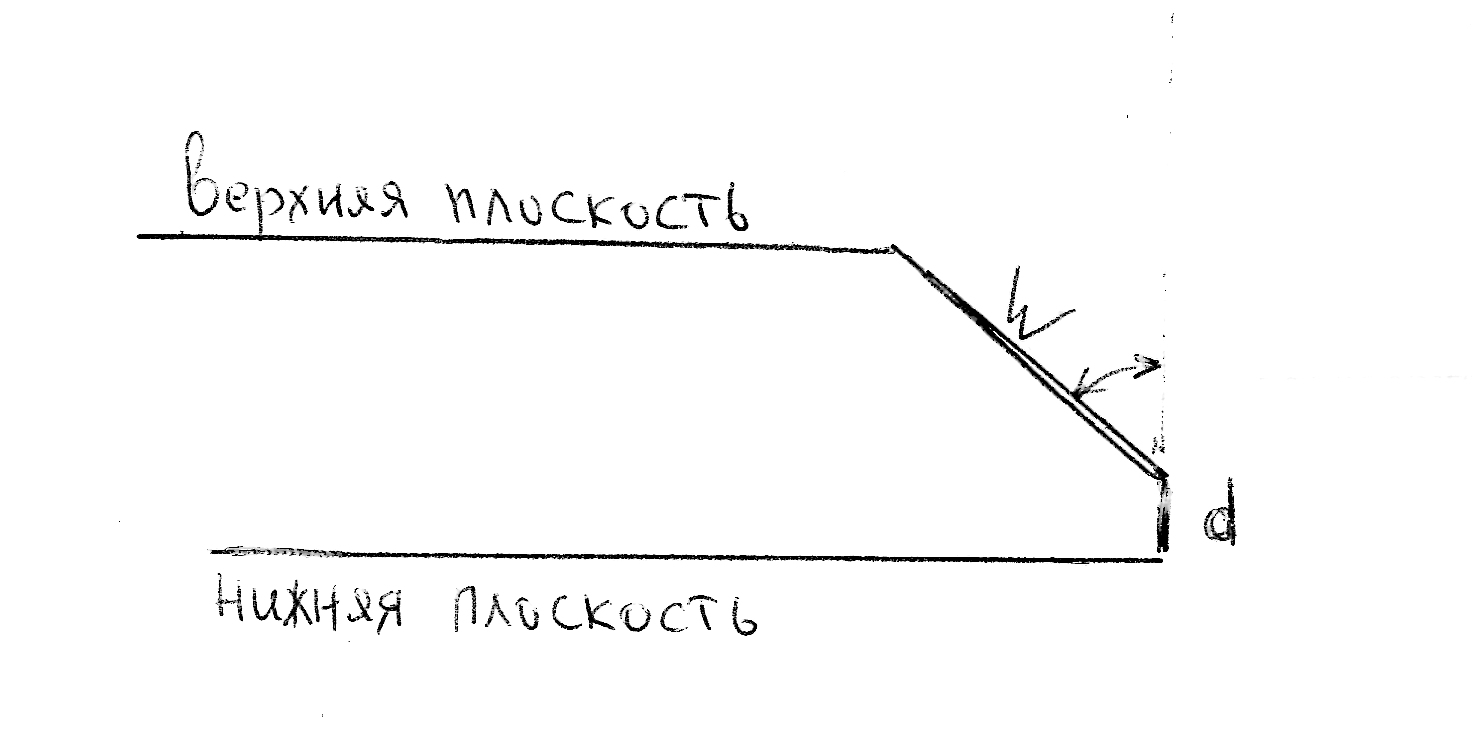
Как известно, любые листовые заготовки имеют разность толщины и неровность поверхности нормируемые ГОСТом и эта разность в абсолютных величинах тем больше чем больше толщина листа. Разница толщины может иногда достигать миллиметров на толстых листах. Это не так существенно относительно толщины листа но очень существенно относительно ширины притупления “d” поскольку оно само составляет несколько миллиметров. Это означает что если мы хотим соблюсти постоянную ширину притупления “d”, что необходимо для качественного выполнения сварки без непроплавов и без прожигов, нам нужно базироваться от той плоскости листа со стороны которой будет сформированно притупление. На нашем рисунке это нижняя плоскость. Другими словами, при таком подходе вся погрешность по толщине останется в части скоса а притупление останется идеально постоянным являясь копией базирующей плоскости.
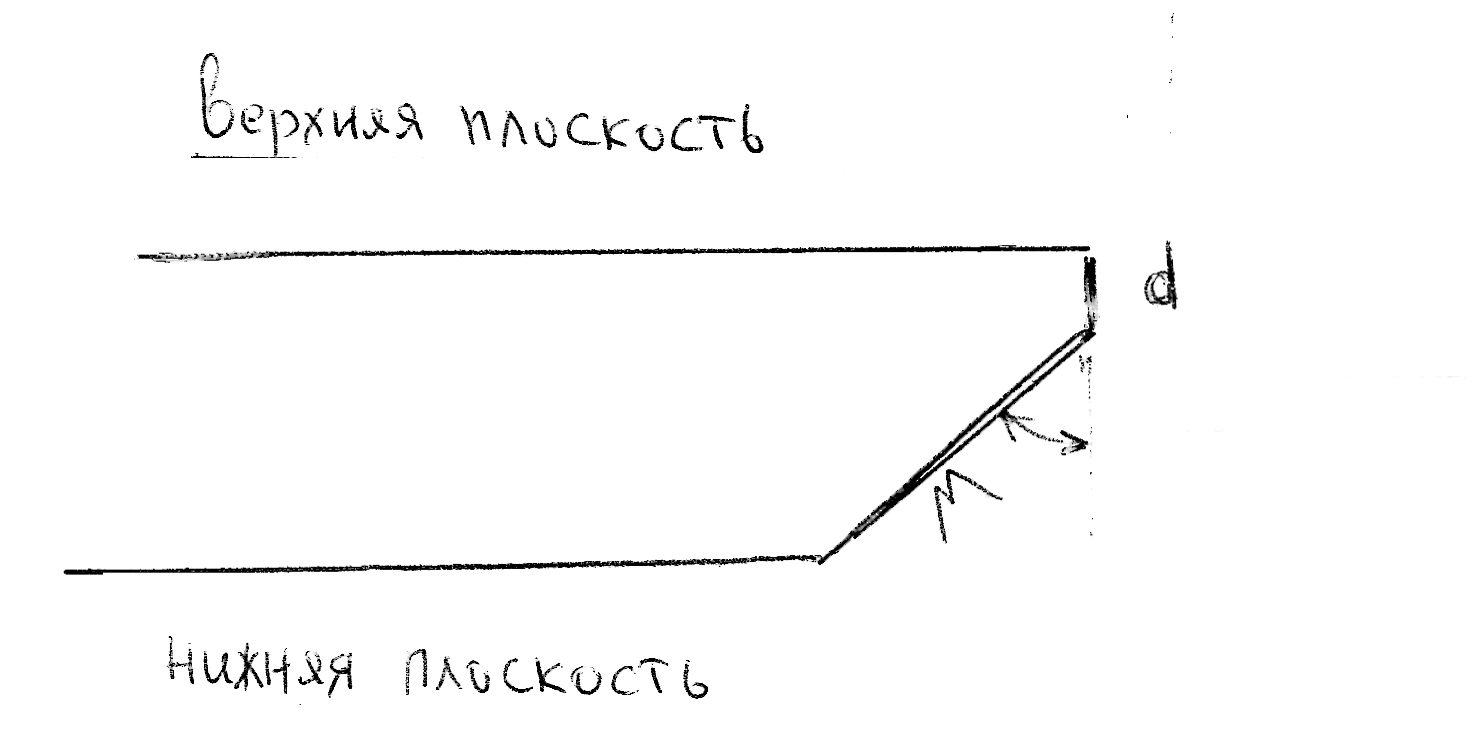
Конечно, для листа понятия верхней или нижней плоскости абсолютно условны, чего нельзя сказать про фаскосниматели которые выполняют сам процесс снятия фаски. У подавляющего большинства фаскоснимателей обработка выполняется от верхней плоскости т.к. любой фаскосниматель оснащен горизонтальной направляющей в виде опорной пластины и/или жестких роликов посредством которых сам фаскосниматель располагается на заготовке.
Такое расположение фаскоснимателя и его узлов относительно заготовки совершенно естественны и определяют базирующую плоскость (верхнюю) и расположение скоса и притупления относительно нее. Т. е. располагаясь и базируясь по верхней плоскости фаскосниматель формирует фаску от верхней плоскости и все погрешности толщины «собираются» на притуплении а было бы здорово чтобы фаскосниматель располагаясь на верхней плоскости и базируясь по ней выполнял бы снятие фаски от нижней плоскости образуя притупление от верхней, как на рисунке ниже. И такие фаскосниматели существуют. Это фаскосниматель СМФ 930 с уникальной для кромкофрезерных станков конструкцией.
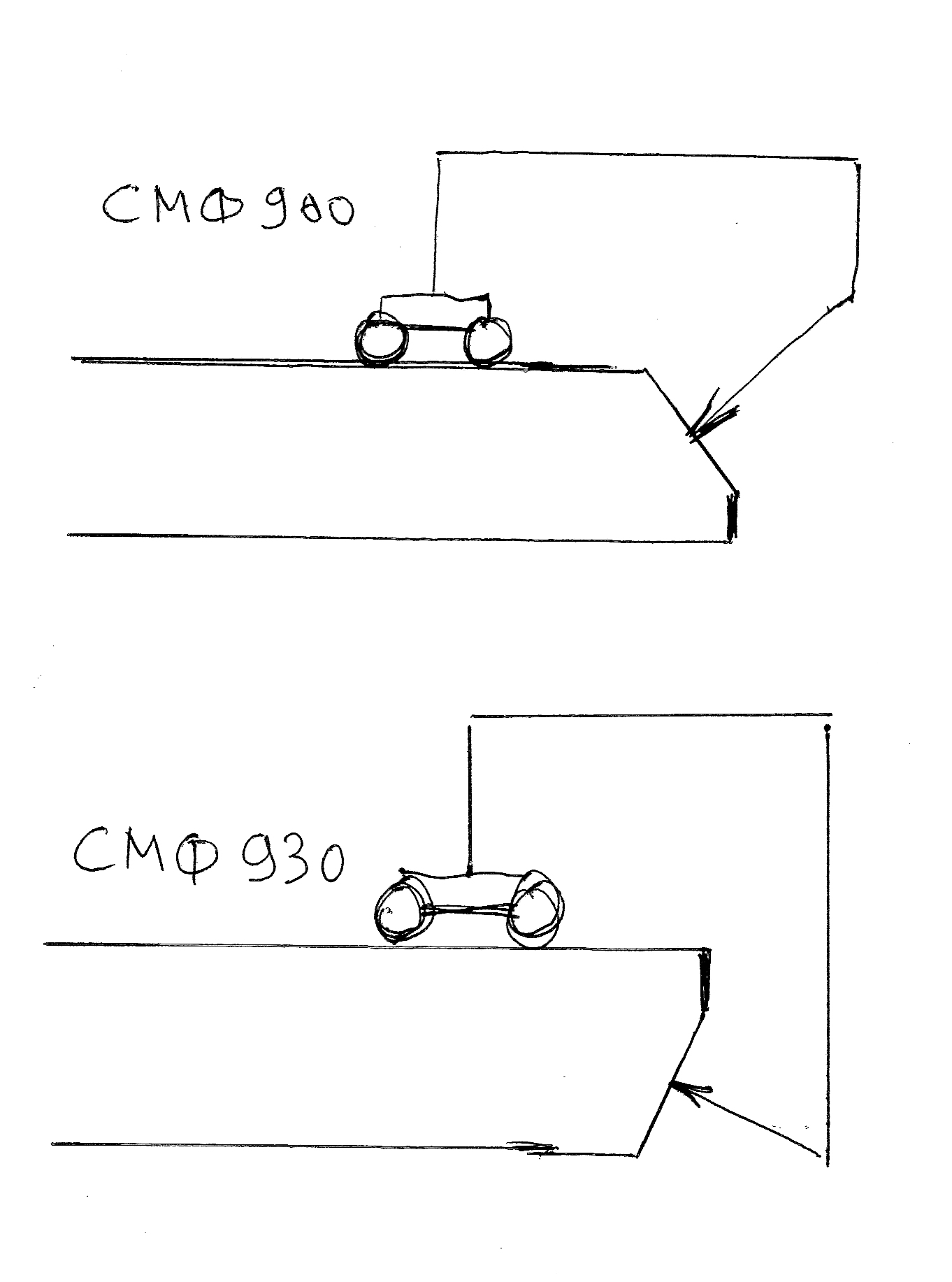
Для наглядности рассмотрим и сравним процесс снятия фаски с кромок листов фаскоснимателями моделей СМФ 900 и СМФ 930 серии 9ХХ СМФ от ОМСА.
СМФ 900 станок для снятия фаски от верхней плоскости с образованием плоскости притупления “d” снизу и "перевернутую версию этой машины с индексом 930 для снятия фаски от нижней плоскости с образованием притупления “d” сверху. Обе модели имеют жесткие ролики сверху и обрезиненные для подачи снизу что означает базирование обеих моделей со стороны жестких стальных роликов т . е по верхней плоскости и при этом отличаются тем что СМФ 900 ведет обработку от «верхней плоскости» как на рисунке, а фаскосниматель СМФ 930 выполняет обработку от «нижней плоскости» базируюсь также по верхней что является более корректно для выполнения притупления постоянной величины несмотря на несколько более высокую сложность самого фаскоснимателя и его стоимость. Таким образом фаскосниматель можно рекомендовать как предпочтительное решение для подготовки кромок под сварку даже при односторонней разделке.
(495) 225-34-88 (многоканальный)
E-mail: ivs@s-t-o.ru
Россия, Москва, Краснодарская улица, 66
Новости
"Индустриальные портативные машины" © 2003 - 2016